销售经理:18337377787
采购计划管理:0373-7022565
手机:0373-5433888网络传真:0373-5433868手机:18337377787
邮箱地址:info@nagatoyo.com网址:lztzgs.com
蚂蚁金服商家:位置:河南市宏力条条大路西贾桥轻开发区12号系统优化水路形式能能增强开模周期公式,然后增强研发率。
很多客户经常会提到冷却水路问题,米乐m6 模具总结国内并结合国外多年(汽车注塑模具,家电注塑模具)设计经验总结出自己一套设计标准。如下:
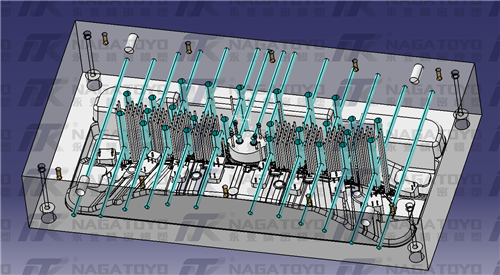
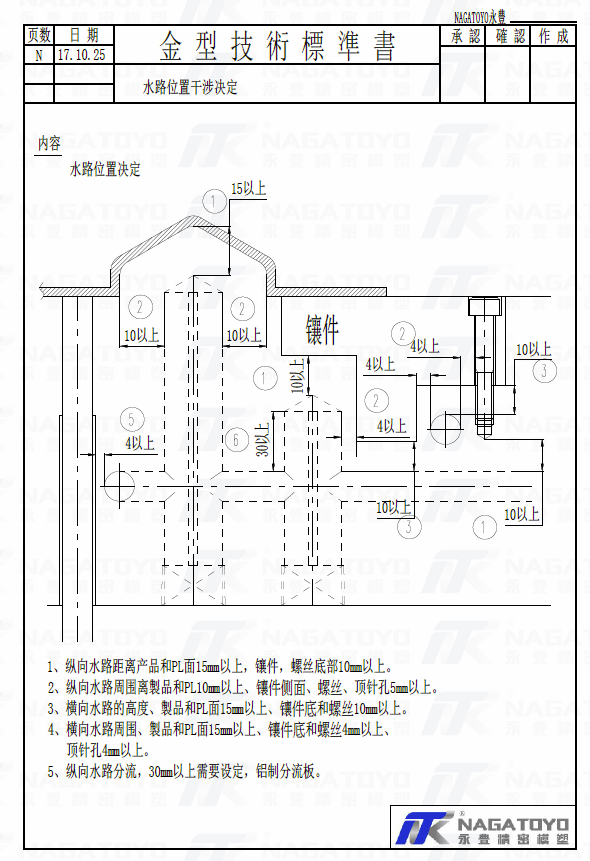
待冷却水路设计制作要领:
积极为了确保硅胶模具加工的热平稳,使硅胶模具加工各个部位位温度因素平均.
一系列冷却循环水孔地方:
1.冷却塔水离金属件选址尽可能的之比,距10-15mm具有合宜。
2.水孔不适宜挨到溶胶水解的地区。
🙈 3.水路的暖气管以便尽可能防止与压铸模具上的其他设备构造(这类:顶杆、司筒、斜顶、小镶件、侧边抽芯、定距基因分型设备构造)会出现干扰。
🔯4.定模镶件的运水位置上否则比较敏感胶位,就长安小型模貝,动模镶件待冷却水路否则走表圈,玄幻模貝的情况下,水路必须多层电路板开发。
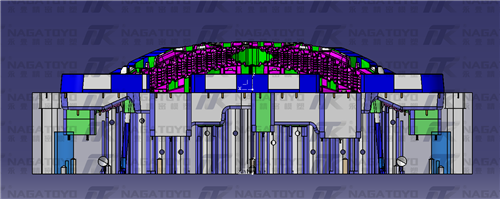
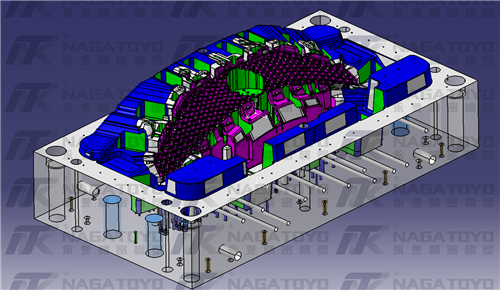
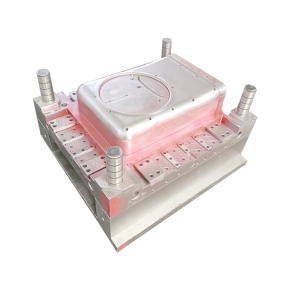
顺利经典案例:
某货车企业品牌注塑工艺摸具除雾器